Most buyers choose an industrial floating ball valve based purely on outside paint or flange thickness. This mistake leads to costly fluid blow-by within months. A valve housing is only as good as the parts hidden inside it. True sealing success depends on the micro-level shape of your internal components.

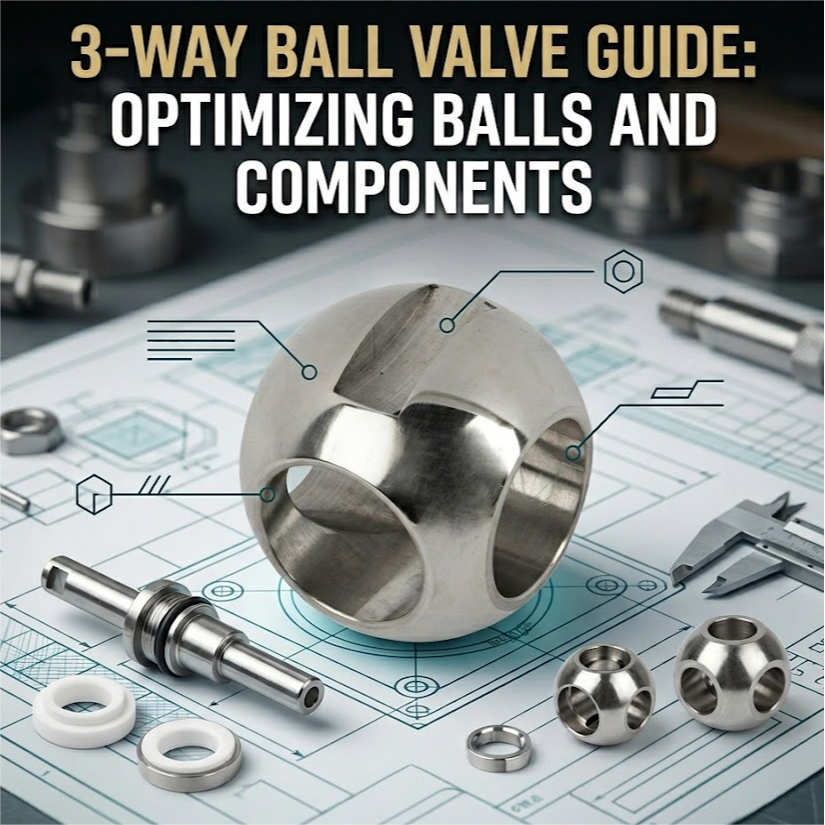
A floating ball valve uses a design where the internal sphere is not fixed to the bottom shaft. The ball floats between two sealing rings, using line pressure to push itself against the downstream seat to block fluid flow completely.
Free Ball Movement: Unlike heavy trunnion systems that lock the sphere on a fixed pin, this style connects the ball only at the top stem slot.
The Downstream Shift: When you turn the handle to close the line, upstream fluid pressure physically pushes the whole ball forward by a fraction of a millimeter.
Pressing the Seal: This tiny lateral movement forces the face of the sphere to slide hard against the downstream sealing ring, blocking the pipeline media.
Best for Moderate Pressures: This floating action works perfectly in industrial pipeline setups under ANSI Class 300 ratings.
Fewer Moving Parts: It uses fewer internal ball valve components than heavy-duty options, keeping the overall spatial footprint compact and lowering your maintenance costs.
Cost-Effective Isolation: The simple layout makes it the go-to choice for factory water lines, chemical blending loops, and fuel gas feed lines.
Buying cheap stainless steel valve balls made with poor roundness tolerance creates uneven contact paths. This shape error allows process fluid to bypass the seal boundary, leading to immediate ball valve leakage.
Microscopic Flat Spots: If a factory uses old grinding equipment, the sphere will look perfectly round to the human eye but feature micro flat spots under a digital gauge.
Opening the Leak Path: As the ball rotates to shut off the flow, these hidden flat spots lift away from the soft plastic seat boundaries.
Failing the Drop-Tight Test: Even a minor shape error as small as 0.03 mm makes it impossible for the assembly to pass standard industrial pressure tests.
The Sandpaper Effect: A rough, unpolished sphere face acts like abrasive paper against the soft plastic seat boundaries during every open-close cycle.
Carving Deep Scratches: Rough finishes cut deep micro-scars into the polymer lining, destroying the pristine finish needed for a true zero leak ball valve rating.
Wasted Actuator Power: High surface roughness increases the friction between the ball and the seat, forcing you to buy larger, more expensive automated actuators to turn the stiff stem.
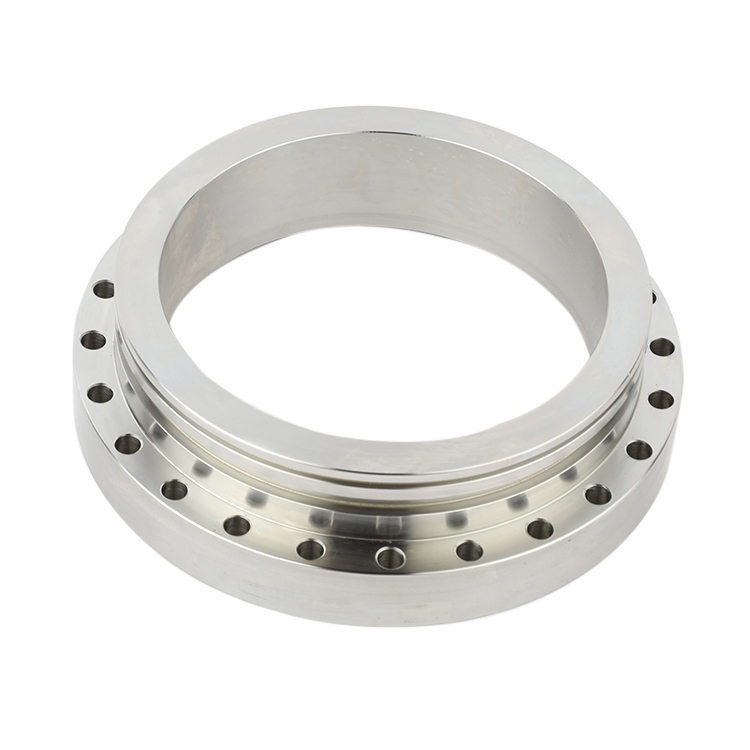
The outer casing simply holds the pressure, but the internal ball valve components do 99% of the sealing work. A beautiful outer valve body is completely useless if the ball valve internals fail to seal.
Don’t Be Fooled by Shiny Paint: Many trading companies sell valves with thick, heavy castings but use low-grade, roughly turned internal components inside to save money.
Torque Overload Risks: A rough or misshapen floating valve ball jams up inside the seat rings, driving up turning resistance and stalling automated pneumatic actuators.
System Breakdown: When your internal parts fail, the entire system stops. Learning how internal components determine ball valve flow direction shows how micro-machining errors inside the flow track completely ruin pipeline performance.
Resisting Cavitation: High-velocity fluids create tiny vapor bubbles that pop against the ball face, causing deep pitting if the metal is soft.
Maintaining Zero Leakage: Premium materials resist chemical corrosion, ensuring the ball face stays smooth and round over millions of operational cycles.
When sourcing a valve, look past the brand label. Demand verifiable inspection metrics for sphere sphericity, surface smoothness, and seat materials to ensure field reliability.
Rule 1: Enforce Strict Sphericity Limits: Insist on sourcing valve spheres machined to a tight roundness tolerance of less than 0.01 mm (Grade 50 or better).
Rule 2: Check the Micro Roughness Parameter: Demand an ultra-smooth, mirror-polished surface finish rating of Ra 0.2 µm to minimize frictional drag.
Rule 3: Verify the Base Material Grade: Ensure the inner sphere is forged from premium stainless steel (like SS316 or Duplex steel) to stop early chemical corrosion.
Rule 4: Match the Seat Pocket Tolerance: Make sure the seat grooves are cut to exact depths to keep pre-load contact forces perfectly balanced around the ball face.
| Performance Parameter | Standard Rough-Machined Internals | High-Precision Ground Components |
| Sphere Roundness Tolerance | 0.03 mm to 0.05 mm (Prone to low-pressure weeping) | Under 0.01 mm (Ensures a tight, zero-leak fluid barrier) |
| Surface Finish Value ($Ra$) | Ra 0.8 µm (Scratches soft plastic seats quickly) | Ra 0.2 µm (Mirror finish; lowers required turning torque) |
| Field Lifespan Under Cycle Stress | Fails pressure testing within 3,000 cycles | Maintains drop-tight sealing for over 20,000 cycles |
| Low-Pressure Sealing Success | High failure rate; requires massive system pressure to seal | Flawless; round ball contacts seats perfectly without heavy loads |
Why does my new floating ball valve leak at low pressures but seal perfectly at high pressures?
Low pressure lacks the physical force to push an imperfect ball forward; a highly round sphere is required to seal low-pressure lines.
Can a mirror-polished stainless steel valve ball lower my automated actuator procurement costs?
Yes, ultra-smooth finishes lower sliding friction, dropping the breakaway torque and letting you buy smaller, less expensive actuators.
What is the primary cause of sudden ball valve leakage during a high-velocity water test?
An out-of-round sphere face creates tiny gaps that let high-velocity water jet through, rapidly tearing up the polymer seat.
Is it better to choose a hollow or solid floating valve ball for chemical processing lines?
Solid forged spheres resist high pressure distortion better, while precision-ground hollow balls save weight and cost on large-diameter lines.
Can I fix a passing valve leak by simply replacing the soft plastic seat rings?
Only temporarily; if your internal valve sphere is scratched or out-of-round, it will quickly tear up the brand-new seats again.
What is the main benefit of using premium stainless steel valve balls in industrial piping?
They resist pitting and chemical oxidation, keeping the ball surface smooth to prevent friction spikes and early seat tears.
How does an out-of-round ball destroy high-performance polymer seat rings?
The high spots crush the plastic unevenly, causing permanent material deformation and tearing during normal open-close cycles.
Why do automated processing lines need zero leak ball valve components?
Even minor internal leaks ruin chemical mixture ratios, reduce system pressure, and cause dangerous environmental safety hazards.
A dependable pipeline requires moving past generic valve shopping and focusing on the precision of your internal hardware. Investing in ultra-round spheres and high-tolerance internals eliminates early leaks and keeps your automated lines running smoothly. Contact GOTEB today to send over your project sizing specs, upload custom engineering prints, or get an instant factory quote on precision-ground stems, seats, and low-torque valve balls.
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator