Executing regular, structured ball valve maintenance is the only way your business can prevent sudden, expensive pipeline shutdowns. Instead of waiting for a catastrophic system blowout, looking at the micro-wear on internal seating components keeps your plant running smoothly. True operational safety starts by mastering how your internal components interact under pressure.

Skipping routine checks on your inline flow hardware is a fast track to profit loss. When thousands of gallons of product rush through your processing lines daily, minor internal imperfections grow rapidly into massive operational headaches.
Preventing Internal Blowouts: High-velocity fluids carry abrasive particles that constantly attack the sealing surfaces, making early detection a financial lifesaver.
Lowering Actuator Stress: When grime and hardened debris build up inside the system, the physical force required to turn the valve spikes, burning out expensive automated actuators.
Extending Asset Lifespan: Spending small amounts on early component inspection saves your procurement team from purchasing entire replacement valve assemblies later.
Every pipeline environment presents a unique set of challenges that alters how quickly your hardware degrades. Knowing what forces are at play helps your maintenance crew schedule shutdowns accurately.
Media Composition and Aggressiveness: Clean water preserves parts for years, but transport lines carrying thick sand slurries or biting chemical acids scour metals within months.
Thermal Cycling and Pressures: Constant temperature swings cause internal metal spheres and polymer rings to expand and contract at different rates, introducing tiny sealing gaps.
Frequency of Operational Cycles: A valve that stays open for six months faces different wear traits than a fast-acting isolation unit that strokes back and forth fifty times a day.
Component Assembly Alignment: If the internal shaft and seating rings are off-center by even a fraction of a millimeter, the uneven friction quickly destroys the dynamic seals.
Once your maintenance team unbolts the main housing split, you must skip general cleanings and focus directly on the core ball valve internals. These are the parts that fight line pressure daily.
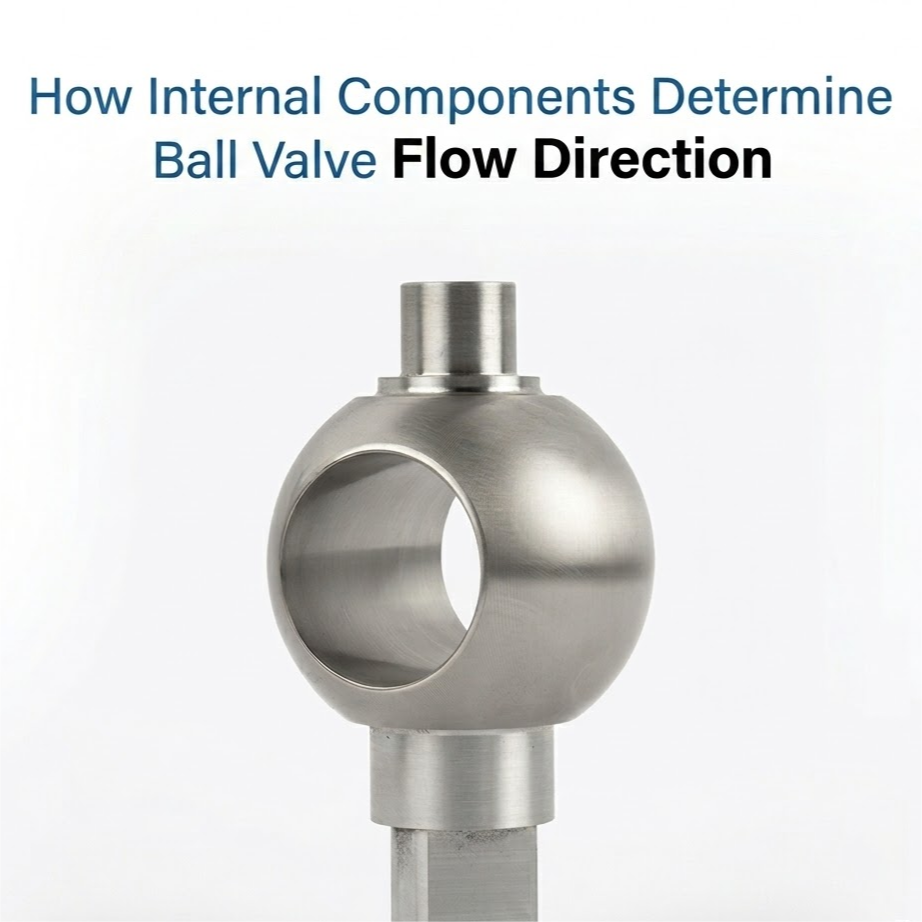
The Machined Valve Sphere: Inspect the polished face of the central ball core first. Look for deep scratching, dull spots in the coating, or out-of-round oval shapes caused by high system pressures.
The Primary Ball Valve Seals: These sealing rings are the front-line defense against internal bypass. Check both elastomeric soft seats and metal backing rings for embedded debris, cracking, or chemical degradation.
The Stem and Bearing Cartridge: The stem transmits the turning torque from your lever or actuator. Check for twisting along the keyways and inspect the journal bearings for heavy scoring.
The Seating Spring Pocket: Small wave or coil springs sit behind the seat rings to keep them flush against the ball. If these cavities are clogged with scale, the seats lose their elasticity and fail to seal. Understanding the basic ball valve parts and function ensures your team checks every critical interface during a complete breakdown.
When fluid slips past the closing boundary, a simple external packing tighten won’t solve the issue. You need a targeted plan for a comprehensive ball valve repair process.
Isolate and Depressurize: Never touch an inline component until you vent all residual line pressure from both upstream and downstream cavities.
Extract and Split the Housing: Carefully unbolt the body connections and slide the internal sphere out onto a soft rubber mat to protect its polished exterior
Inspect the Sealing Track: Wipe down the ball face with a lint-free cloth and look for a continuous, uniform tracking line where the seat makes contact.
Lapping the Mismatched Surfaces: If you discover minor hairline scratches, use an ultra-fine diamond grinding paste to manually lap the sphere against the seat ring until the gap disappears.
Replace Destroyed Packings: Toss out used elastomeric gaskets and install fresh graphite or PTFE body seals before bolting the housing back together using a calibrated torque wrench. Learning how to repair leaking ball valve setups early keeps minor bypass issues from turning into permanent hardware damage.
Standard pipeline tactics fail completely when managing heavy-duty severe service ball valves that deal with extreme scaling, slurries, or extreme heat.
Audit Thermal Spray Coatings: Metal-seated units rely on specialized coatings like Tungsten Carbide. Inspect these surfaces with a magnifying glass for micro-pitting or shell delamination.
Clear the Backing Cavities: Slurries love to pack into the empty space behind moving seats, locking them in place. Flush these chambers completely with specialized solvent solutions during every shutdown.
Verify Metal Seat Lapping Accuracy: Since these units do not use soft plastic cushions to hide machining errors, your replacement parts must match perfectly to achieve molecular contact.
Injecting lubricant into a live pipeline requires a strict ball valve greasing procedure to avoid trapping debris against your precision-ground components.
Clean the Injection Fittings: Wipe the grease nipples clean to prevent pump pressure from pushing external dirt and wind-blown grit directly into the seat channels.
Apply a High-Quality Flush Solvent: Pump an approved chemical flush into the fittings first to break down old, hardened grease packs and loose scale clinging to the spring cavities.
Stroke the Mechanism: Turn the valve fully open and closed several times while flushing to spread the cleaning solution across the entire polished face of the sphere.
Inject Special Synthetic Sealant: Pump fresh, high-viscosity industrial lubricant into the channels until you feel uniform resistance, ensuring the grease fills the entire ring groove evenly.
Avoid Over-Pressurization: Keep an eye on your injection pump pressure gauges; forcing too much grease into the cavity can lift soft seat rings right out of their metal tracks. For advanced fixed-axis systems, referencing the standard parameters of a trunnion ball valve design ensures your crew applies the correct greasing force without warping internal parts.
When your engineering team assesses damaged hardware during an active turnaround, making the wrong repair call wastes time and money. Use this clear decision scorecard to plan your component sourcing.
| Observed Component Condition | Probable Root Mechanical Cause | Recommended Maintenance Action | Sourcing Decision Trigger |
| Shallow hairline scratches on the ball face | Fine sand or scale scraping the sphere during cycle strokes. | In-shop manual diamond lapping and surface polishing. | Keep original part if surface roughness stays under design limits. |
| Deep linear gouges on polymer seat inserts | Large debris particles trapped during a sudden closure. | Discard the damaged plastic and install a fresh seat insert. | Always source brand-new soft seals during any valve tear-down. |
| Carbide coating peeling or pitting on metal face | High-temperature acid corrosion or intense cavitation shocks. | Scrap the damaged core immediately; repair is impossible. | Trigger an urgent custom forging sourcing order. |
| Seating springs caked in solid scale or rust | Zero lubrication flush maintenance over long service cycles. | Replace the entire spring pack and deep-clean the seat grooves. | Sourced part kits must include exact alloy replacement springs. |
Can a damaged soft insert inside industrial ball valve seals be replaced without buying a new ball?
Yes, if the metal sphere face is completely smooth, you can install new soft polymer seals during the repair.
What component flaw during a ball valve repair triggers immediate stem binding and actuator stalling?
Misaligned drive stems or unevenly torqued body bolts tilt the internal ball core, causing extreme localized friction and binding.
How does executing an incorrect ball valve greasing procedure permanently ruin seat spring flexibility?
Using excessive injection pressure traps solid pipeline debris inside the spring cavities, locking the springs and destroying their elasticity.
Why do severe service ball valves utilize solid forged alloy ball cores instead of cast metal alternatives?
Solid forgings eliminate internal structural air pockets, allowing the ball to handle extreme pressure spikes without deforming or cracking.
What machining tolerance ensures replacement ball valve internals fit seamlessly into old, mismatched valve bodies?
Replacement spheres and dynamic seat rings must match original manufacturing drawing dimensions within micron-level sphericity limits to ensure proper fit.
How can a technician test for an internal seat leak before completely pulling a valve from the line?
Open the body cavity bleed valve while the main line is fully closed to check for continuous media bypass.
Can a metal-seated valve achieve zero leakage after experiencing severe slurry erosion on the ball face?
No, eroded metal surfaces require professional multi-axis grinding and full re-lapping before they can pass pressure hold tests again.
Successful industrial system care depends on maintaining micron-level geometric accuracy across your dynamic inner parts. Sourcing high-tolerance spheres and seat kits eliminates unexpected testing failures. Contact GOTEB today to send over your worn part dimensions, submit custom engineering drawings, or source high-performance replacement component kits built for severe pipeline reliability.
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator